






玻璃鋼卷管可用作化工管道、輕質(zhì)結(jié)構(gòu)材料、電工絕緣材料等,其成型工藝與層壓板有許多共同之處。
一、工藝過程及主要工藝參數(shù)
卷管工藝是借助于卷管機上的熱輥將膠布軟化,使膠布中樹脂熔融;在一定張力作用下,借助滾筒與芯模的摩擦力將膠布連續(xù)地卷到芯模上,經(jīng)冷輥冷卻定型,然后在固化爐中固化得到產(chǎn)品的一種生產(chǎn)方式。
制備卷管所用的管芯可用鑄鐵管、無縫管和圓鋼來加工制造,一般要求具有較高的光潔度,并有一定的錐度以便于脫模。卷管機見圖5-8。卷管工藝示意圖見圖5-9。

1、卷管工藝過程
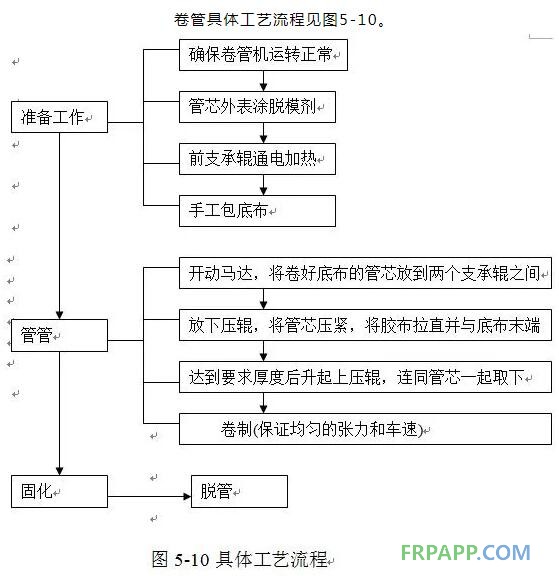
卷管成型按其上布方法的不同可分為手工上布法和連續(xù)機械法兩種。其基本過程是:首先清理各輥筒,然后將熱輥加熱到設(shè)定溫度,調(diào)整好膠布張力。在壓輥不施加壓力的情況下,將引頭布先在涂有脫模劑的管芯模上纏上約1圈,然后放下壓輥,將引頭布貼在熱輥上,同時將膠布拉上,蓋貼在引頭布的加熱部分,與引頭布相搭接。引頭布的長度約為800~1200mm,視管徑而定,引頭布與膠布的搭接長度,一般為150~250mm。在卷制厚壁管材時,可在卷制正常運行后,將芯模的旋轉(zhuǎn)速度適當(dāng)加快,在接近設(shè)計壁厚時再減慢轉(zhuǎn)速,至達(dá)到設(shè)計厚度時,切斷膠布。然后在保持壓輥壓力的情況下,繼續(xù)使芯模旋轉(zhuǎn)1~2圈。最后提升壓輥,測量管坯外徑,合格后,從卷管機上取出,送入固化爐中固化成型。
 卷管工藝一般采用平紋布或人字紋布;與層壓板所用膠布相比,其不溶性樹脂含量相對低一些,含膠量則相對高一些,這是由于卷管工藝所用壓力較低的緣故。部分卷管用玻璃膠布質(zhì)量指標(biāo)見表5-10。
卷管工藝一般采用平紋布或人字紋布;與層壓板所用膠布相比,其不溶性樹脂含量相對低一些,含膠量則相對高一些,這是由于卷管工藝所用壓力較低的緣故。部分卷管用玻璃膠布質(zhì)量指標(biāo)見表5-10。
表5-10 部分卷管用玻璃膠布質(zhì)量指標(biāo)
2、主要工藝參數(shù)
1)前支承輥的溫度
卷管時前支承輥的溫度是一個重要參數(shù),卷管溫度是否合適根據(jù)膠布預(yù)熱的情況來判斷。膠布在卷入時必須充分發(fā)軟發(fā)粘,以保證層間有良好的粘結(jié),但也不能有明顯的流膠情況。當(dāng)膠布中不溶性樹脂含量較高時前支承輥的溫度應(yīng)相應(yīng)地提高一些,而當(dāng)不溶性樹脂含量較低時則應(yīng)相應(yīng)地降低溫度。
在連續(xù)卷制過程中,前支承輥表面會粘上一些樹脂,影響操作和溫度的均勻性,因此在黏附樹脂達(dá)到一定的程度后,即應(yīng)臨時停車,將表面清理干凈。
2)壓力和張力
壓輥的作用是將膠布壓緊,并使管芯持續(xù)轉(zhuǎn)動達(dá)到卷管的目的。管芯所受的壓力可以通過調(diào)節(jié)兩個支承輥之間的距離加以調(diào)節(jié)。支承輥之間的距離大,管芯受到的壓力就大,兩個支承輥之間的距離一般控制在管芯直徑的1/3~1/2。
膠布張力是卷管工藝中的一項重要參數(shù),一般來說張力大一些有助于將管卷緊和清除氣泡,同時應(yīng)注意控制張力的均勻性,避免出現(xiàn)一邊緊一邊松的情況。
3)固化制度
固化制度是指管品在固化爐中固化時的控溫制度,主要根據(jù)所用粘結(jié)劑的類型和管子的壁厚來決定。
以壁厚小于6mm的酚醛管坯為例,其固化制度為(80~100)℃入爐,2小時內(nèi)均勻升溫到(170±4)℃,保溫40分鐘后取出,在爐外自然降至常溫。
4)底布
底布的卷制操作比較簡單,但對管材的質(zhì)量影響卻比較大。
為了使膠布能粘到管芯上并使玻璃鋼管卷緊,應(yīng)先在管芯上包上底布,底布的長度以管周長的兩倍為好,底布應(yīng)選比較平整的膠布。手卷底布時要卷緊卷齊,在卷管機上空轉(zhuǎn)兩、三圈后使底布卷緊后再卷管。
二、玻璃鋼卷管基本性能
三、常見問題及解決措施表5-11 卷制環(huán)氧酚醛玻璃鋼管的力學(xué)和電學(xué)性能
表5-12 卷管常見問題及解決措施








 魯ICP備2021047099號
魯ICP備2021047099號