






RTM用的樹脂料有四種注入法:
(1)位差注入法。樹脂和模腔里都是一個大氣壓,靠位差的重力將樹脂注入模腔。此法用于樹脂粘度小,腔內(nèi)纖維少的情況,因效率較低較少應用。
(2)真空注入法。從模腔排氣口抽真空,因腔內(nèi)產(chǎn)生負壓使樹脂注入模腔,此法一般用在增強材料含量在35%- 65%的情況下,由于該法增加了工藝復雜性,并因國內(nèi)樹脂和纖維之間的浸潤性比國外差,所以該法往往與帶壓樹脂法并用。
(3)帶壓樹脂法。使樹脂壓力大于一個大氣壓(一般在10Kg/cm2以下),模腔內(nèi)壓力為常壓,樹脂在壓力下流入并排出空氣,此法經(jīng)常被采用,其制品的纖維含量可從20%~ 40%。
(4)樹脂帶壓、腔內(nèi)抽真空法。是將上面的(2)、(3)法并用即可。一般用于制品中纖維含量在40% - 75%的場合。
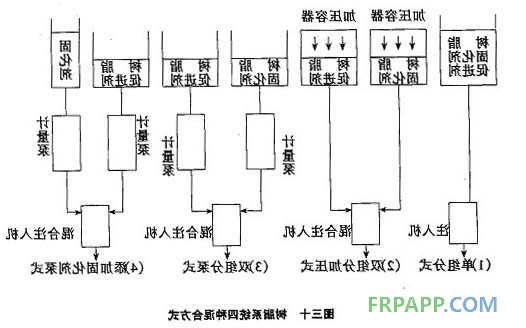
RTM所用的樹脂系統(tǒng),除樹脂外當然還要有固化劑、促進劑,有時還用填料等,這些都要通過注入系統(tǒng)注入模腔,這些材料如何混合?基本上有四種混合方法:
目前批量生產(chǎn)所用的注入機,主要采用第(4)種混合方式。據(jù)說還有一種混合方式,是將樹脂、固化劑、促進劑分別注入并混合,這主要用于高速RTM自動化生產(chǎn)線,使成墅周期縮短在五分鐘之內(nèi),與SMC的固化周期基本相同,而且產(chǎn)品表面質(zhì)量很好。
對樹脂的一般要求是:
①低粘度(低于10泊),注入速度快,無壓力堆積。
②固化后不易發(fā)生裂紋。
③從凝膠到脫模的時間要短。
④固化時發(fā)熱少,并且要求低溫時不固化,當溫度提高到60 - 80℃時能。陜速固化。
⑤有足夠的適應操作的時間。
⑥控制容易,清洗方便。
⑦能夠加入較多的填料等等。
另外,為了使產(chǎn)品適應不同用途,對其產(chǎn)品還有耐沖擊、耐熱、耐候、表面平滑等不同要求。
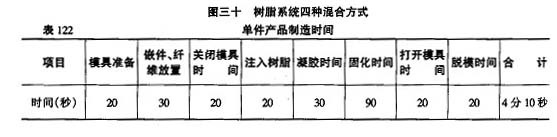
快速固化生產(chǎn)方法中,生產(chǎn)單件產(chǎn)品的生產(chǎn)周期,參考表122。









 魯ICP備2021047099號
魯ICP備2021047099號