






模具回彈角的補償
除模具的膨脹對制件固化變形有影響外,復(fù)合材料制件因為鋪層和結(jié)構(gòu)的不對稱性,以及材料本身的固化特性,在固化時產(chǎn)生內(nèi)應(yīng)力也將引起制件變形。而對于梁、長桁類有大夾角的零件,固化變形最顯著的是回彈角,即制件在固化脫模后,夾角因收縮而小于模具角度,此差值為回彈角。如圖4所示,A1為模具夾角,A2為制件脫模后的夾角,θ為二者之差,即回彈角。在設(shè)計時,不考慮回彈角或考慮不當(dāng),將對制件質(zhì)量產(chǎn)生較大影響,特別是對裝配的影響。
回彈角因與模具材料,鋪層方向及結(jié)構(gòu)對稱性有關(guān),可通過數(shù)字模擬及試驗測試的方法得到,目前用的較多的是通過經(jīng)驗值結(jié)合試驗值來獲得回彈角的大小,而數(shù)字模擬有待于提高對熱壓罐溫度場及復(fù)合材料反應(yīng)機理的精準(zhǔn)分析。在模具設(shè)計時,預(yù)先把回彈角考慮進去,即制件夾角加上回彈角等于模具夾角,使制件在脫?;貜椇蠓瞎こ虜?shù)模要求。
應(yīng)力分析準(zhǔn)則
目前國內(nèi)的復(fù)合材料成型模具一般都是通過保守估計的方法設(shè)計,沒有通過強度分析優(yōu)化,這樣設(shè)計出來的模具,特別是大型制件的模具,通常都非常笨重,不僅耗費大量材料,因熱容量升高也可能影響到固化反應(yīng),同時對運輸、使用過程的相關(guān)設(shè)備噸位要求很高,大大增加了成本,甚至影響了制造能力。因此,減重是模具設(shè)計優(yōu)化的一個重要方面。減重的方法必須要通過合理的計算,否則會直接影響到模具的強度和剛度,導(dǎo)致使用過程中產(chǎn)生變形而影響制件質(zhì)量。同時,對于吊環(huán)、輪子、撐腳也需要進行強度校核,以確保模具能夠安全地起吊和轉(zhuǎn)運。
減重優(yōu)化可通過有限元分析模具在不同工況下的應(yīng)變、應(yīng)力情況(圖5、圖6),根據(jù)計算結(jié)果調(diào)整優(yōu)化模具結(jié)構(gòu),最終使最嚴(yán)重工況下的應(yīng)力、應(yīng)變值小于材料許用值乘以某一安全系數(shù)(此安全系數(shù)一般為經(jīng)驗值,為安全起見,可考慮大于1.5),并盡可能使各處的安全系數(shù)偏差不大,這樣才能有效減重。模具應(yīng)力分析考慮的工況通常包括以下幾個方面:
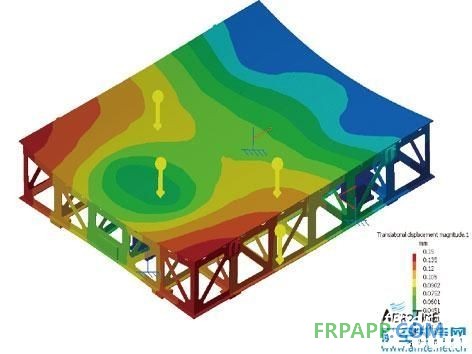
圖5 應(yīng)變分析
(1) 垂直起吊的情況。
整套模具加制件的重量作用在模具的所有吊點上。
(2) 垂直起吊過程緊急剎車情況。
整套模具加制件的重量,以及急剎車產(chǎn)生的沖擊載荷作用在模具的所有吊點上。
(3) 手動鋪層使用情況。
鋪貼模具加鋪層重量作用在模具底座的支撐點上。
(4) 自動鋪層使用情況。
鋪貼模具加鋪層重量,以及鋪帶頭的壓力作用在模具底座的支撐點上。
(5)工裝轉(zhuǎn)運過程。
整套模具加制件的重量作用在模具的輪子上。
(6) 工裝在熱壓罐里的情況。
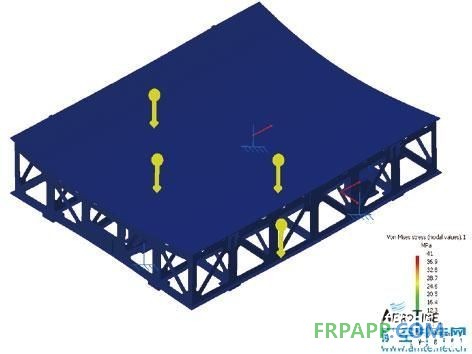
圖6 應(yīng)力分析
在177℃時(此時的材料許用值小于常溫下的許用值),整套模具加制件的重量作用在模具底座的支撐點上。
細(xì)節(jié)設(shè)計要求
復(fù)合材料模具設(shè)計中細(xì)節(jié)設(shè)計非常重要,直接影響到模具使用的可操作性、方便性及自動化程度,甚至影響復(fù)合材料制件的質(zhì)量。模具上的細(xì)節(jié)設(shè)計(圖7)包括但不限于以下內(nèi)容:
(1) 產(chǎn)品線:即產(chǎn)品的外形輪廓線,用于非數(shù)控切邊時使用,決定了產(chǎn)品的外形尺寸的精度;設(shè)計時應(yīng)考慮模具材料的膨脹因素作適當(dāng)縮放處理,產(chǎn)品線的位置精度和寬度精度都需要根據(jù)復(fù)材制件外形尺寸精度要求定義在模具設(shè)計中。
(2) 鋪貼線:由于制件邊緣鋪貼不完全齊整,以及流膠、擋膠條、打真空袋等因素導(dǎo)致固化后產(chǎn)品邊緣質(zhì)量不高,需要在產(chǎn)品線外一定距離開始鋪貼,在制件上將留有一定余量待加工掉。同時,鋪貼線用于無激光投影時手工鋪貼定位,以控制鋪貼余量,既不浪費太多的料,又能保證產(chǎn)品質(zhì)量。通常鋪貼線到產(chǎn)品線可留20~30mm。
(3) 基準(zhǔn)孔:用于模具機加和檢測時作為基準(zhǔn),精度要高,并保證可重復(fù)使用?;鶞?zhǔn)孔坐標(biāo)值通常刻于模具上便于使用。
(4) 靶標(biāo)孔:用于手動鋪貼時放置激光投影的靶標(biāo),以定位鋪層區(qū)域。靶標(biāo)孔按實測值即可,坐標(biāo)值刻于模具上。
(5) 自動鋪帶十字刻線:十字刻線中心用于自動鋪帶時目標(biāo)定位,十字線中心點的坐標(biāo)刻于模具上。
(6) 復(fù)材制件定位孔:也叫制件工藝耳片孔,用于復(fù)材制件在脫模后檢測、機加和裝配時作定位基準(zhǔn),精度要求高。此孔需要有相應(yīng)的鉆模板來準(zhǔn)確定位,鉆孔需要在脫模前進行,孔應(yīng)該在模具的法線方向。
(7) 余量區(qū):在鋪貼線到模具邊緣需要留有一定距離用于打真空袋及自動鋪帶退料。通常手工鋪貼模具的余量區(qū)在100~200mm,而自動鋪帶則需要200~300mm。
(8) 人性化設(shè)計:模具設(shè)計時要考慮工裝使用安全、便利,比如工裝的高度要適于鋪貼、檢查;模具鋪貼、搬運時要穩(wěn),不會有砸到的危險;當(dāng)重量超過人工搬運的重量時,要設(shè)計輔助工裝協(xié)助模具轉(zhuǎn)運。
特大型模具的約束因素
復(fù)材成型模具通常都非常笨重,如尾翼、機翼、機身等制件成型模具,動則十幾噸,甚至幾十噸。如此大而重的模具,在制造、運輸和使用過程中將大大增加難度。
設(shè)計過程:隨著尺寸的增大,保證模具加工精度、熱均勻性以及變形控制的難度將提高。在設(shè)計時,這些因素都應(yīng)考慮到,如基準(zhǔn)的設(shè)定、公差的分配,以及應(yīng)力計算,還有目前正在研究的考慮到熱壓罐的溫度場對模具熱分布的影響等。
制造過程:要保證大型模具的制造精度、氣密性等設(shè)計要求,對焊接、熱處理、數(shù)控機加及檢測技術(shù)等都提出了很高的要求,目前如激光焊接、氦氣檢漏等新工藝正逐步應(yīng)用到大型模具的制造中。
運輸過程:重量過大則對橋梁、路基有更高的要求;尺寸增大對關(guān)卡、收費站等寬度有要求,通常長寬均超過3.5m時將受限,而達到5m以上時,將要對整個運輸?shù)缆愤M行考察,甚至改造。此情況下,需要考慮將模具分塊制造,運輸?shù)街圃飕F(xiàn)場以后進行焊接。
使用過程:對于大尺寸、大噸位的模具,通常需要在廠房規(guī)劃和設(shè)備采購時就考慮轉(zhuǎn)運空間、吊車噸位、設(shè)備行程等因素。
結(jié)束語
綜上所述,模具設(shè)計不僅需要考慮工程、工藝輸入,還需要考慮制造加工能力、運輸、使用及相關(guān)設(shè)備能力等因素,使設(shè)計出的模具不僅能制造出合格的復(fù)材制件,還能達到降低成本、方便使用的更高目標(biāo)。目前,減重、變形控制、人性化設(shè)計等是模具優(yōu)化的發(fā)展方向,利用不斷升級的設(shè)計工具,結(jié)合實踐經(jīng)驗的積累,復(fù)材成型模具將會得到更好的優(yōu)化,從而促進復(fù)合材料在航空領(lǐng)域的發(fā)展









 魯ICP備2021047099號
魯ICP備2021047099號